- Slicing quartz wafers
- Wafer lapping
- Rounding and dimensioning
- Precision lapping of round blanks
- Cut angle sorting
- Contouring and bevelling
- Frequency sorting
- Cleaning and etching of blanks
- Mounting operations
- Plating and calibration
- Sealing
- Measurement and environmental testing
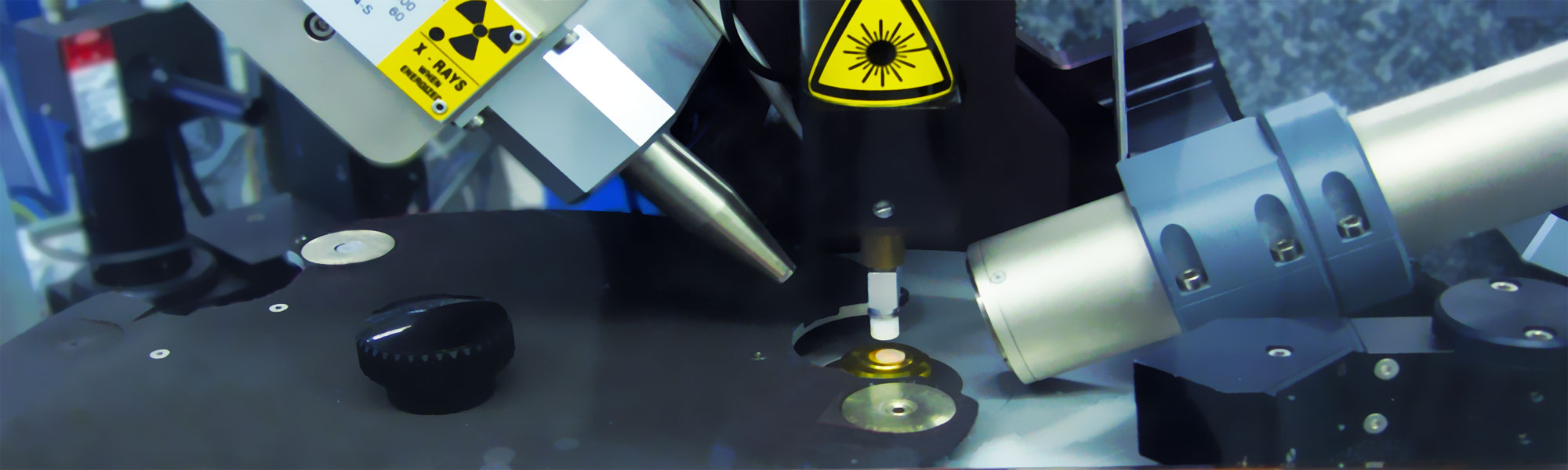
Slicing quartz wafers

During slicing, the wire saw is cutting through a number of quartz bars at one time. Before mounting to the saw, quartz bars are very accurately X-ray oriented to yield precise cut angles. Typically, twelve bars are sliced in the machine at one time, giving up to 2000 individual wafers with very good thickness uniformity. A typical saw run takes about 3 to 4 hours to complete (depends on cut height). Delipro possesses two wire saws. Upon completion of the slicing, sample wafers are measured to check cut angles using X-ray diffraction goniometers.
Wafer lapping

The thinning to specified thickness and also simultaneous refinement of surfaces of the quartz wafers is accomplished by means of large-size lapping machines. All lapping procedures at Delipro use thickness endpoint (or frequency endpoint) via automatic frequency control.
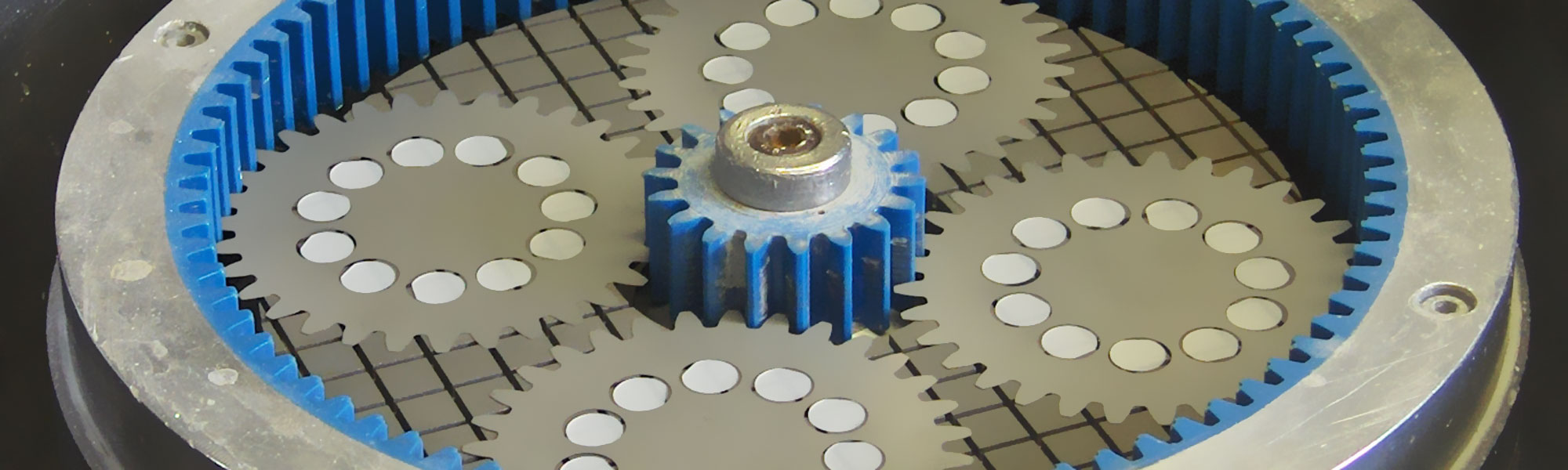
Rounding and dimensioning

Wafers processed through lapping are then glued together into firm wafer stacks. The stacks can then be ground by the rounding operation, or can be cut to four or nine smaller stacks for subsequent rounding. Similarly, the stacks of precisely lapped (and already X-rayed on the EFG sorter) wafers, which are designed for SM-blanks, are sliced to many small stacks and processed then to the prescribed dimensions. A flat on the round loaf of quartz blanks can be ground either directly during rounding using a template, or subsequently via a flat grinder.
Precision lapping of round blanks

The rounded stack will then be un-glued and individual blanks will be subjected to final mechanical treatment steps. Final grade of surface finish and frequency are achieved by means of fine lapping, or via polishing. Our polishing process is capable to produce quartz blanks up to 35 MHz in the fundamental mode.
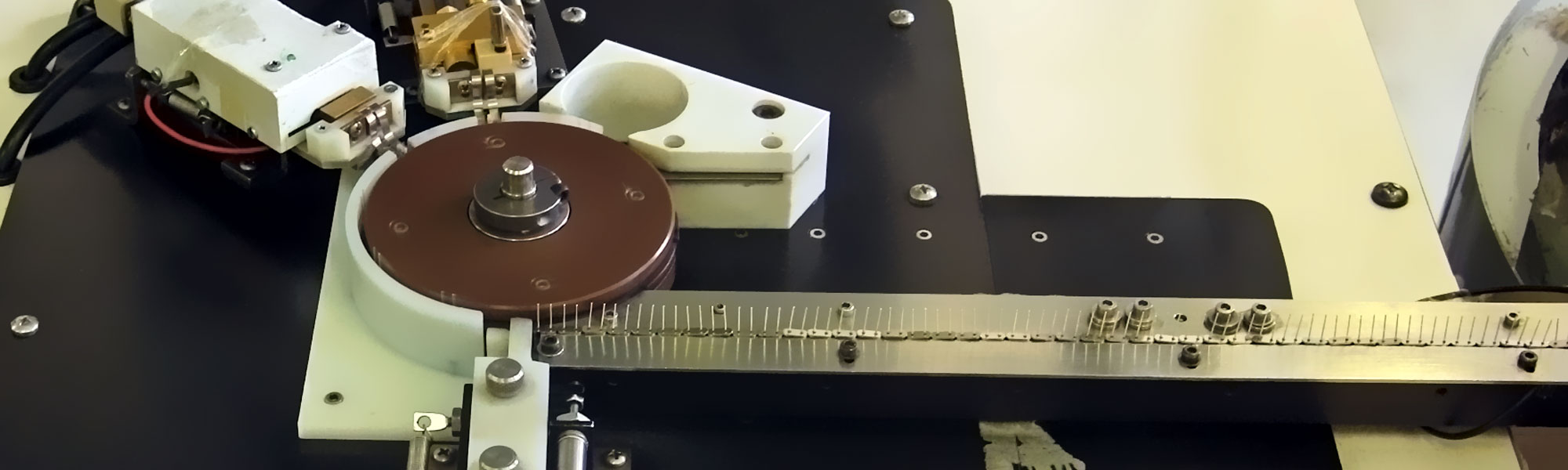
Cut angle sorting

Frequency-temperature characteristics of a crystal resonator depend essentially on the cut orientation. Delipro utilizes for final sorting of cut angles the X-ray machines, that enable very accurately to measure cut angles on round blanks. A number more than a dozen of automatic angle sorters is available, to sort AT-cut blanks into angle groups of 15 seconds. There is also a semiautomatic X-ray machine enabling to sort theta angle on doubly rotated cut blank into groups of five seconds.
Contouring and bevelling

Crystals with frequencies below 20 MHz, which operate in the third or fifth overtone, require often at least one of their surfaces to be formed into a convex shape to enhance the Q of the desired mode of operation. Contoured form concentrates mode vibration into central part of the quartz blank and reduces thus edge effects. Delipro uses two methods for blank shaping:
1. Barrelling of blanks in long steel tubes for some less expensive biconvex or bevelled crystal specifications. Centrifugal barrelling is used for speed enhancement of the shaping on SM-blanks.
2. Contouring and bevelling of lenses via precise diopter bowls.
Frequency sorting

Thick crystal blanks and lenses, especially those having doubly rotated cut, are sorted by hand either using crystal impedance meter with a frequency counter or by special apparatuses composed of a frequency card and network analyser. Routine automatic frequency sorting is performed on almost all round AT-cut blanks and SM-blanks. Minimum size of SM blanks that Delipro can sort in automatic regime is 3 mm x 1.2 mm.
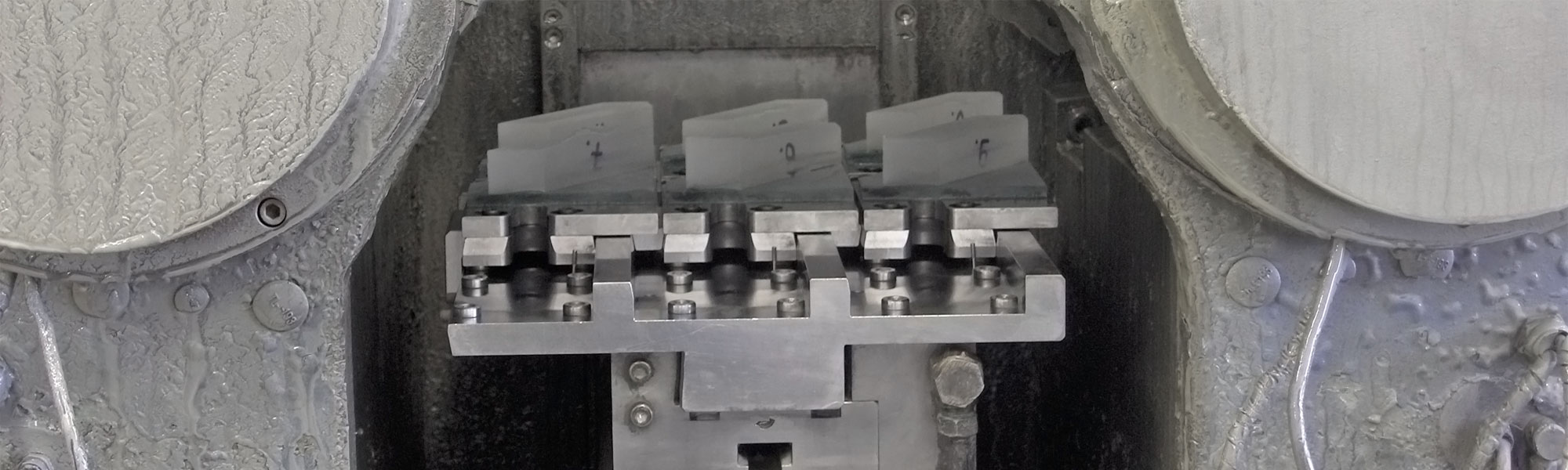
Cleaning and etching of blanks

Thorough cleaning of residues left from mechanical processes is very important not only for getting contamination-free surface of the blank but also for flawless result of etching. The etching takes away the layer of subsurface damage and is making blank surface more flat. Typical etching uniformity achieved with blank batches that are loaded into etching trays, is approximately 0,1F^2 or better. Etching of SM-blanks is performed in a special rotating cage. Ordinarily achievable etching uniformity in that case is better than 0,05 F^2.
Mounting operations
Mounting of crystal resonator is performed by loading blanks between ribbons of the holder, followed by cleaning of the parts loaded into stainless steel trays. The assemblies (holder & blank) are then reloaded into strip trays, which are designated for use in plating operations. Finally, a tiny amount of conductive cement (silver-loaded epoxy) will be applied between the mounting structure and the blank. Controlled cement curing will build a permanent fixation between blank and holder. Crystal construction uses a process with no heavy metals.
Plating and calibration

Vacuum evaporation is utilized to form electrodes on the opposing surfaces of blank, giving so a resonator. Masks applied will define the shape and size of electrodes. Delipro utilizes direct plating to frequency, which simultaneously deposits electrodes onto both faces of blanks. Blanks are already mounted with holders and fixed to them by conductive adhesive. The way is highly economical and is suitable for less stringent specifications. It enables to achieve very high throughput and therefore a low product pricing. A big advantage of the method is the precise stop of metal deposition when reaching specified frequency endpoint. All crystals made by Delipro have silver electrodes. Subsequent final plating (calibration) is made after a consistent bake-out just onto one blank face. Typical specifications for frequency tolerances of our quartz resonators are ±5 or ±10 ppm.
Sealing

Encapsulation of quartz resonators at Delipro is performed merely through resistance weld method. Resistance welding is performed in the sealing chamber filled with very pure nitrogen gas together with a small admixture of helium. Helium is necessary for leak testing of the sealed units.
Measurement and environmental testing

After sealing and leak tests, the resonators are measured for their parameters and temperature performance. In addition, the crystals are subjected to the accelerated life testing, which includes temperature cycling, and temperature bakes. All crystals are final inspected and tested before they leave the facility.
Thank you for taking a look at the short profile of our process. For further information look at our product guide or contact our sales department.